Quais são os setores onde as máquinas de dobra CNC são utilizadas?
Jun 13, 2025
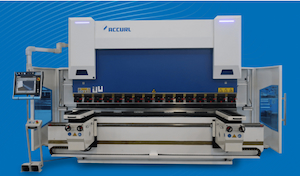
O Máquina de dobra CNC É um dos principais equipamentos na área de processamento de chapas metálicas. Com sua alta precisão, alta eficiência, flexibilidade e repetibilidade, é amplamente utilizado na indústria moderna. Quase todas as indústrias que envolvem a conformação e o processamento de chapas metálicas o utilizam. A seguir, alguns dos principais setores de aplicação: 1. Indústria de fabricação e processamento de chapas metálicasPrincipais campos de aplicação. Este é o cenário de aplicação mais fundamental e difundido das máquinas de dobra CNC.Objetos de processamento: Placas metálicas de diversas especificações e materiais (como placas laminadas a frio, placas galvanizadas, placas de alumínio, placas de aço inoxidável, placas de cobre, etc.).Produtos típicos: chassis e gabinetes, diversos suportes, conchas, tampas, bandejas, painéis, dutos de ventilação, conectores, etc. 2. Indústria de chassis e armários elétricos:Altamente dependente. É utilizado na fabricação de gabinetes, painéis de portas, painéis de montagem interna, trilhos-guia, etc., de gabinetes de servidores, gabinetes de rede, gabinetes de distribuição, gabinetes de controle, gabinetes de comutação elétrica, caixas de controle industrial, etc. Altos requisitos são impostos à precisão e à consistência. 3. Indústria de elevadores:É usado na fabricação de painéis de parede, painéis de portas, painéis superiores, pisos, painéis de caixas de controle, vários suportes, etc. de carros de elevadores. 4. Fabricação de automóveis e peças:Corpo e componentes estruturais: portas, painéis internos do capô, estruturas dos bancos, suportes do chassi, travessas, longarinas, caixas de baterias (para veículos de nova energia), etc.Componentes: tubo de escape, silenciador, tanque de combustível, vários suportes (suportes do motor, suportes do sensor, etc.), peças internas do quadro, etc. 5. AeroespacialÉ utilizado na fabricação de componentes estruturais, suportes, carenagens, painéis de controle, armações de painéis de instrumentos, peças de assentos, etc., dentro de aeronaves ou naves espaciais. Exige requisitos extremamente elevados de precisão, materiais (como ligas de alumínio de alta resistência e ligas de titânio) e processos. 6. Indústria de EletrodomésticosGabinetes e componentes estruturais: Gabinetes metálicos, tanques internos, suportes, corpos de portas, painéis, etc. de eletrodomésticos, como geladeiras, máquinas de lavar, condicionadores de ar (unidades internas e externas), fornos, fornos de micro-ondas, aquecedores de água, coifas e fogões. 7. Indústria de Decoração Arquitetônica e Muros Cortina:É usado na fabricação de painéis de parede-cortina de metal (painéis simples de alumínio, painéis compostos de alumínio), tetos, painéis de telhado de metal, painéis de revestimento de colunas, linhas decorativas, grades e corrimãos, batentes de portas e janelas, suportes de marquise, etc. 8. Máquinas de Construção e Máquinas Agrícolas:É usado na fabricação de cabines, painéis de carroceria (painéis laterais, capôs de motor), tanques de combustível, caixas de ferramentas, vários suportes estruturais e peças de conexão para equipamentos como escavadeiras, carregadeiras, guindastes, tratores e colheitadeiras. 9. Indústria de equipamentos de comunicação:Fabricamos gabinetes para estações base, suportes para antenas, invólucros para filtros, chassis para servidores, chassis para switches, etc. 10. Dispositivos médicos e equipamentos de laboratório:Fabricação de estruturas de camas médicas, carrinhos, armários para instrumentos, invólucros para equipamentos de desinfecção, capelas de exaustão de laboratório, estruturas de bancadas de laboratório, invólucros para instrumentos, etc. Geralmente são necessários altos níveis de limpeza e precisão. 11. Indústria de Móveis (Móveis Metálicos):Fabricamos mesas de escritório de metal, arquivos, prateleiras, expositores, estruturas de cadeiras de metal, estruturas de camas de metal, etc. 12. Indústria de Iluminação:Fabricamos postes de iluminação pública, corpos de lâmpadas de jardim, grandes carcaças de holofotes, carcaças de lâmpadas industriais e de mineração, carcaças de dissipadores de calor para lâmpadas de LED, etc. 13. Transporte ferroviárioFabricação de painéis decorativos internos (painéis de parede, painéis de teto), estruturas de assentos, caixas de equipamentos, componentes de dutos de ventilação, etc. para trens, metrôs e bondes. Em resumo, as características da indústria de aplicação de máquinas de dobra CNC incluemEnvolvendo a conformação de chapas metálicas: Este é o pré-requisito mais fundamental.Alta precisão e consistência são necessárias: a tecnologia de controle numérico garante a precisão do processamento repetido.A estrutura do produto é relativamente complexa: requer vários processos de dobra para ser concluída.Buscando eficiência e flexibilidade na produção: os produtos podem ser programados e alternados rapidamente para se adaptarem à produção de pequenos lotes e de múltiplas variedades.Existem requisitos para resistência estrutural e aparência: a dobra pode proporcionar boa resistência estrutural e uma aparência suave e bonita. Se você tiver mais ideias, entre em contato conosco!Telefone: +86 -18855551088E-mail: Info@Accurl.comWhatsapp/Celular: +86 -18855551088