
Quais são os princípios básicos de dobrar em uma máquina de flexão?
Feb 11, 2025Primeiro, o conceito básico e a classificação de máquina de flexão
Etapa 1 Defina
Uma máquina de flexão é um dispositivo que produz deformação plástica em um molde aplicando pressão a uma chapa para formar um ângulo ou forma predeterminado.
2. Tipos principais
Máquina de flexão mecânica: a pressão é fornecida pela transmissão mecânica (como engrenagens, eixo de manivela), estrutura simples, mas baixa precisão, adequada para usinagem pequena.
- Máquina de flexão hidráulica: acionada pelo sistema hidráulico, alta pressão, alta estabilidade, adequado para processamento de placas médias e espessas.
Máquina de flexão de controle numérico (CNC): através do sistema CNC para controlar o ângulo de flexão, a pressão e o posicionamento do material de parada traseira, alta precisão, alta eficiência, adequada para a produção em massa de peças de trabalho complexas.
- Máquina de flexão eletro-hidráulica servo: combinando tecnologia hidráulica e servo, economia de energia e velocidade de resposta rápida.

Segundo, a estrutura principal e a função da máquina de flexão
1. Fuselagem: o quadro que suporta a estrutura geral deve ter alta rigidez para suportar forças de flexão.
2. Bloco de deslizamento: um componente de pressão que se move para cima e para baixo para conectar a matriz superior e aplicar pressão.
3. Workbench: Uma plataforma para fixar o dado inferior, geralmente equipado com um slot ajustável em forma de V.
4. Sistema hidráulico (modelo hidráulico/eletro-hidráulico): composto de bomba de óleo, cilindro, grupo de válvulas, etc., para controlar a pressão e o derrame.
5. Bedeiro traseiro: O componente -chave da máquina de flexão CNC, que é usada para o posicionamento da placa e afeta diretamente a precisão da flexão.
6. Sistema de controle numérico (modelo CNC): parâmetros de entrada (ângulo, pressão, acidente vascular cerebral) para controlar o processo de flexão.
Terceiro, conhecimento básico do processo de flexão
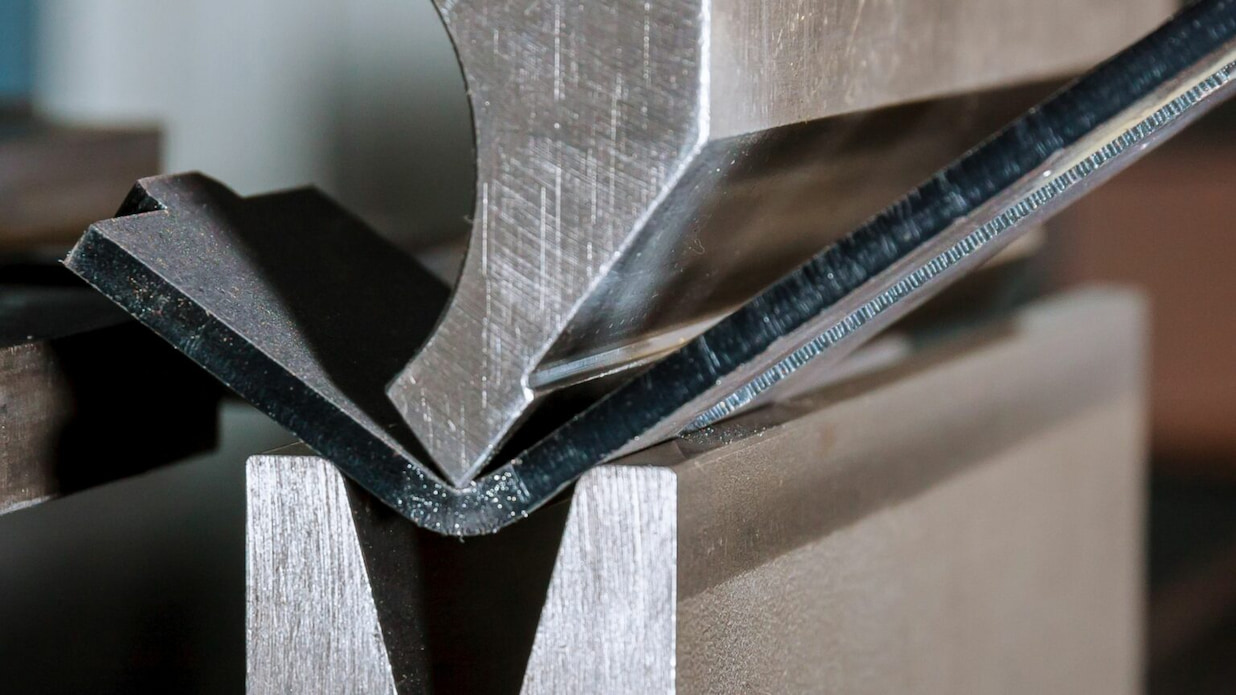
1. Princípio de flexão
- A pressão é aplicada à folha através da matriz para causar deformação plástica do material.
- Parâmetros -chave: ângulo de flexão, raio de flexão, força de flexão (relacionada à espessura e força do material).
2. Características do material
- Módulo elástico: a capacidade do material de resistir à deformação (como o aço inoxidável, que precisa de compensação excessiva).
- raio mínimo de flexão: Evite rachaduras no material, dependendo da espessura e tipo do material.
- Springback: o salto de ângulo do material após a descarga precisa ser compensado pelo design de flexão ou molde.
3. Cálculo da força de flexão
- Fórmula: 'p = (1,42 × σb × l × t²)/v'
-σb: resistência à tração do material (MPA)
-L: comprimento de flexão (mm)
-t: espessura do material (mm)
-V: largura de abertura da matriz inferior (mm)
Quatro, seleção de moldes e uso
1. Tipo de molde
- Dado superior (soco): as formas comuns incluem matriz de faca afiada, matriz de faca curva, diabos de ganso.
-MAida inferior (matriz): O raio de flexão é determinado pela largura da ranhura em forma de V, que deve ser selecionada de acordo com a espessura do material (geralmente a largura da v-porta = a espessura do material × 8 ).
- Molde especial: usado para rolamento, achatamento, moldagem em várias etapas e outros processos.
2. Materiais de mofo
- Aço da ferramenta (CR12MOV), Aço da liga, tratamento térmico para melhorar a resistência ao desgaste.
3. Princípio correspondente
- Proporção de espessura da placa para largura de groove em V (geralmente 1: 8) para evitar a deformação do material ou danos causados pelo molde.
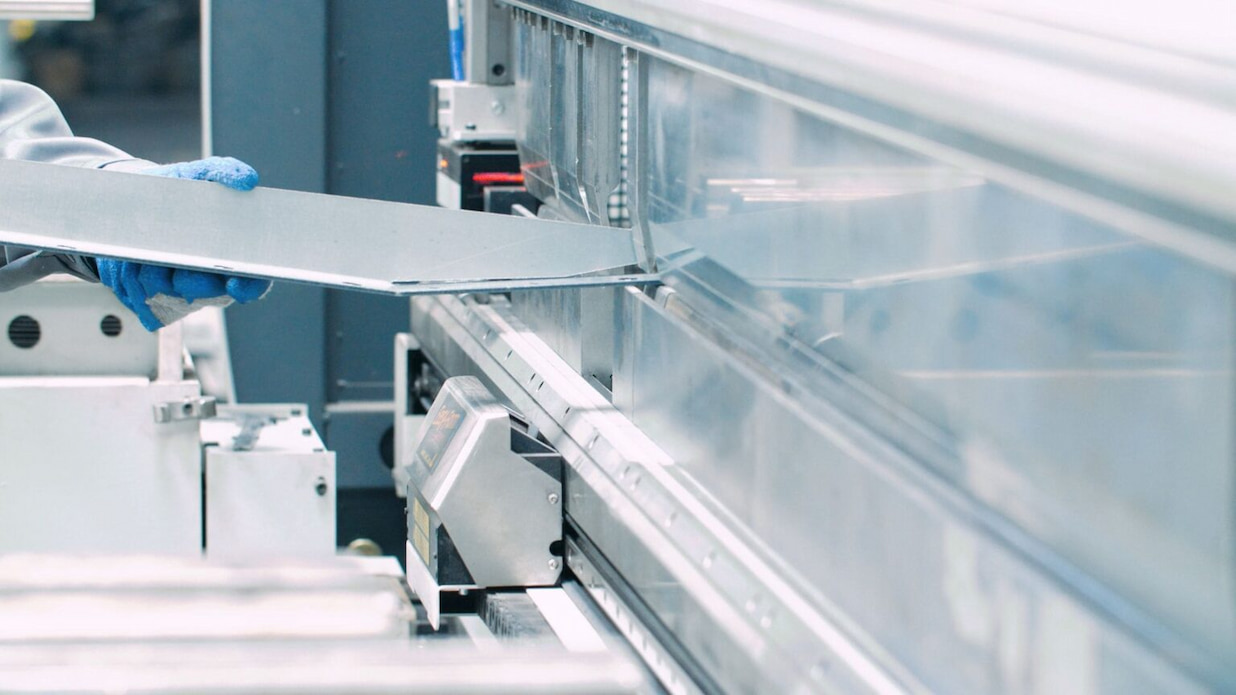
5. Processo de operação e especificações de segurança
1. Procedimento
- Inspeção do equipamento (óleo hidráulico, sistema de lubrificação) → Selecione Molde → Parâmetros de entrada (ângulo, pressão) → Placa de posição → Teste de flexão → Compensação de ajuste → Produção em massa.
2. Precauções de segurança
- Use luvas/óculos de proteção para evitar cortar as rebarbas da placa.
- Não coloque as mãos na área do molde.
- Verifique o aperto do sistema hidráulico regularmente para evitar vazamentos de óleo.
Seis, problemas e soluções comuns
1. O rebote é muito grande
- Solução: Aumente a compensação do ângulo de flexão, use o molde com função de correção ou sistema CNC.
2. Crack de flexão
- Motivo: a baixa ductilidade do material ou o raio de flexão é muito pequeno → Substitua o material macio ou aumente o ângulo de R.
3. Desvio de tamanho
- Calibre a parada traseira, verifique o desgaste do molde ou os parâmetros do sistema NC.
Sete, seleção de equipamentos e sugestões de posicionamento de mercado
1. Análise do cliente -alvo
- plantas de processamento de chapa metal, fabricantes de gabinetes de chassi, empresas de autopeças, etc.
2. Seleção de equipamentos
- Pequenas empresas: Máquina de flexão hidráulica CNC é recomendado (econômico e prático).
-Mercado de ponta: Máquinas de flexão eletro-hidráulica servo ou modelos de alta precisão com detecção a laser.
3. Tendências de tecnologia
- Inteligente: compensação integrada do ângulo AI, sistema automático de mudança de molde.
- Economia de energia: servo acionamento de motor para reduzir o consumo de energia.
Manutenção e manutenção
1. Manutenção de rotina
- Molde limpo e detritos de mesa.
- Verifique o nível do óleo hidráulico e a qualidade do óleo.
2. Manutenção regular
- Substitua o filtro de óleo hidráulico a cada 500 horas.
- Lubrificar peças móveis, como trilhos de guia e parafusos de chumbo.













